After this project implementation, designers, not field engineers, determined the counter-balance weights, commissioning work time reduced by two thirds, and capsizing machines became part of “old time stories”.
Engineering Design Analysis
Solutions
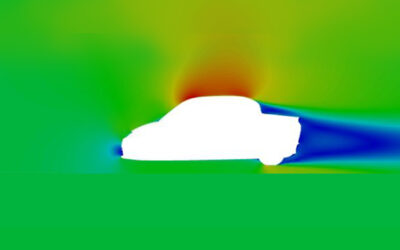
Simulation driven design: A series of simulations were carried out, including the response to storm (wind loads), earthquake (seismic loads) and the loads and reactions created when the reclaiming bucket wheel at the end of the boom was in operation (Cutting loads) were all modelled and simulated accurately to determine the situations where the reaction forces in the wheels became dangerously low (zero reaction is imminent overturning). Thereafter, the counterweights were carefully optimised to assure lifelong, trouble free running. After this project implementation, designers, not field engineers, determined the counterbalance weights, commissioning work time reduced by two thirds, and capsizing machines became part of “old time stories”.